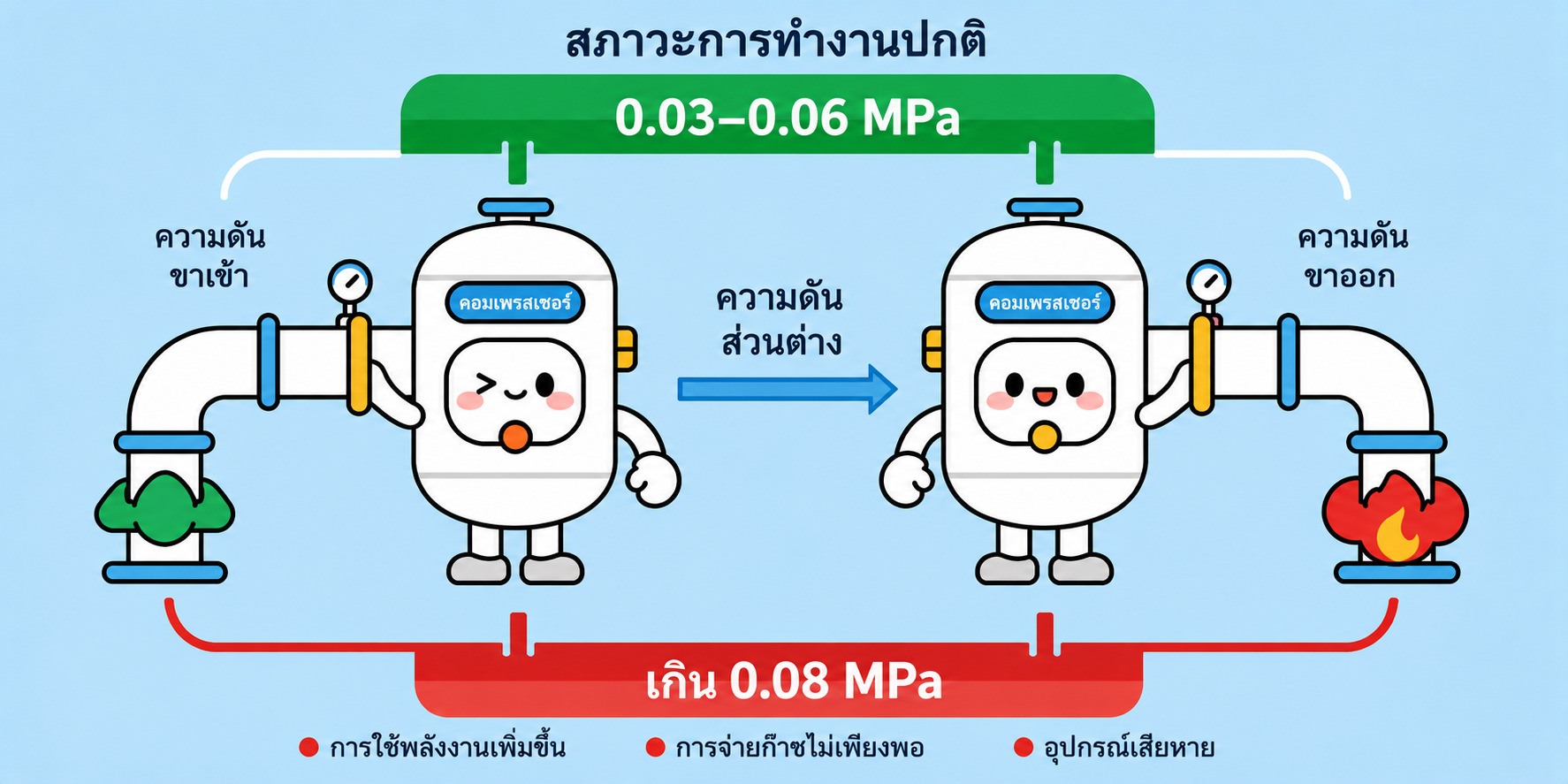
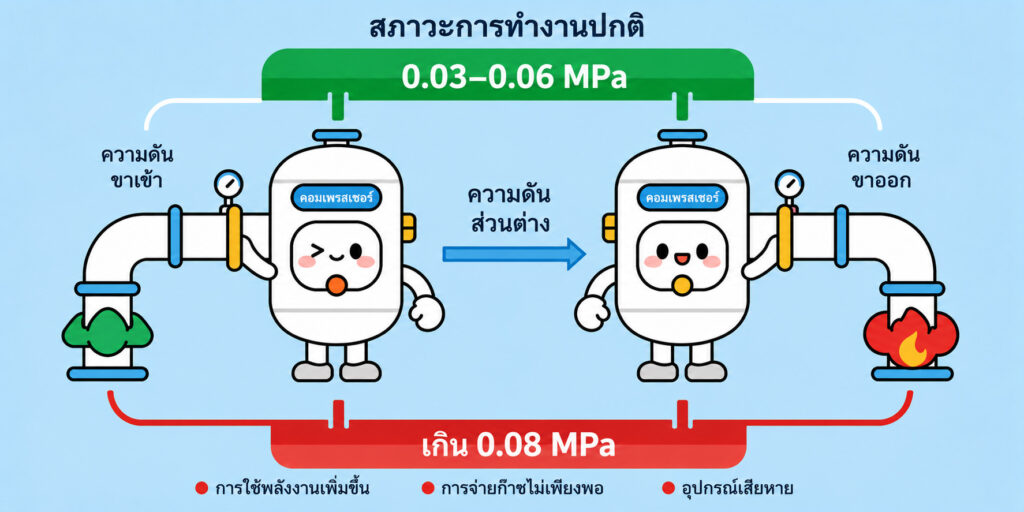
ในระบบลมอัด (Compressed Air System) ค่า ความดันตกคร่อมของเครื่องอบแห้งแบบดูดซับ (Adsorption Dryer Pressure Drop) หรือ “ความแตกต่างของแรงดันระหว่างทางเข้าและทางออก” ถือเป็นตัวชี้วัดสำคัญของสภาพการทำงานของอุปกรณ์
ภายใต้สภาวะปกติ ค่า Pressure Drop ควรอยู่ที่ประมาณ 0.03–0.06 MPa หากสูงเกิน 0.08 MPa จะส่งผลให้:
- การใช้พลังงานของระบบเพิ่มขึ้น
- ปริมาณลมอัดจ่ายลดลง (Air Flow Insufficient)
- และอาจกระทบต่อเครื่องจักรปลายทางในสายการผลิต
ในประเทศไทยซึ่งมีความชื้นสูง (High Humidity) เช่น อุตสาหกรรมอาหาร ทะเลแปรรูป อิเล็กทรอนิกส์ ยานยนต์ และปิโตรเคมี ปัญหานี้จะพบได้บ่อยและส่งผลชัดเจนต่อคุณภาพการผลิต
หลักการแก้ไขควรยึดแนวทาง “ตรวจสอบภายนอกก่อนภายใน (External before Internal) และจากง่ายไปยาก (Simple before Complex)” เพื่อลดการถอดอุปกรณ์โดยไม่จำเป็น
ขั้นตอนที่ 1: ตรวจสอบความถูกต้องของค่าแรงดัน (Pressure Measurement Accuracy)
ก่อนวิเคราะห์ปัญหา ต้องยืนยันว่าค่า Pressure Drop (ความดันตกคร่อม) ถูกต้อง
- ตรวจสอบเกจวัดแรงดันขาเข้า-ขาออก และสอบเทียบทุก 6 เดือน
- เข็มต้องเคลื่อนที่ลื่น ไม่มีอาการติดขัด
- ท่อวัดแรงดัน (Pressure tapping tube) ต้องไม่อุดตัน
หากค่าความดันแกว่งผิดปกติ อาจเกิดจากรูวัดแรงดันอุดตัน ให้ถอดออกมาทำความสะอาดและเป่าด้วยลมอัด
ข้อควรระวัง:
ค่าความดันจะเปลี่ยนตามอัตราการไหล (Flow Rate) ดังนั้นควรวัดเมื่อเครื่องทำงานที่โหลดปกติ (Rated Capacity)
หากความต้องการลมสูงเกินกำลังเครื่อง ควร:
- ลดโหลดระบบ หรือ
- เปลี่ยนเป็นเครื่องอบแห้งที่มีขนาดใหญ่ขึ้น (Larger Capacity Adsorption Dryer)
ขั้นตอนที่ 2: ตรวจสอบท่อทางเข้าและสิ่งกีดขวางภายนอก
สาเหตุภายนอกที่พบบ่อยคือ “แรงต้านในท่อเพิ่มขึ้น”
ตรวจสอบไส้กรองก่อนเครื่อง (Pre-filter)
- หากไส้กรองความละเอียด 3–5 μm อุดตัน จะทำให้ Pressure Drop สูงขึ้นทันที
- ให้ปิดวาล์ว ถอดฝาครอบ และตรวจสอบไส้กรอง
- หากพบว่า:
- ดำ
- อุดตัน
- หรือแรงดันต่างเกิน 0.07 MPa
➡️ ให้เปลี่ยนทันที (แนะนำทุก 3–6 เดือน โดยเฉพาะโรงงานในไทยที่มีฝุ่นและความชื้นสูง)
ตรวจสอบวาล์วทางเข้า-ออก
- ต้องเปิดเต็มที่ (Fully Open)
- วาล์วลม (Pneumatic Valve) ต้องมีแรงดันลมควบคุมเพียงพอ
- หากเปิดไม่สุด จะเกิดแรงต้านเฉพาะจุดสูง
หากพบปัญหา:
- ทำความสะอาดวาล์ว
- หรือเปลี่ยนแอคชูเอเตอร์ (Actuator)
ขั้นตอนที่ 3: ตรวจสอบถังดูดซับ (Adsorption Tower) และสารดูดความชื้น
หากภายนอกปกติ ให้ตรวจสอบภายในถัง ซึ่งเป็นจุดสำคัญที่สุด
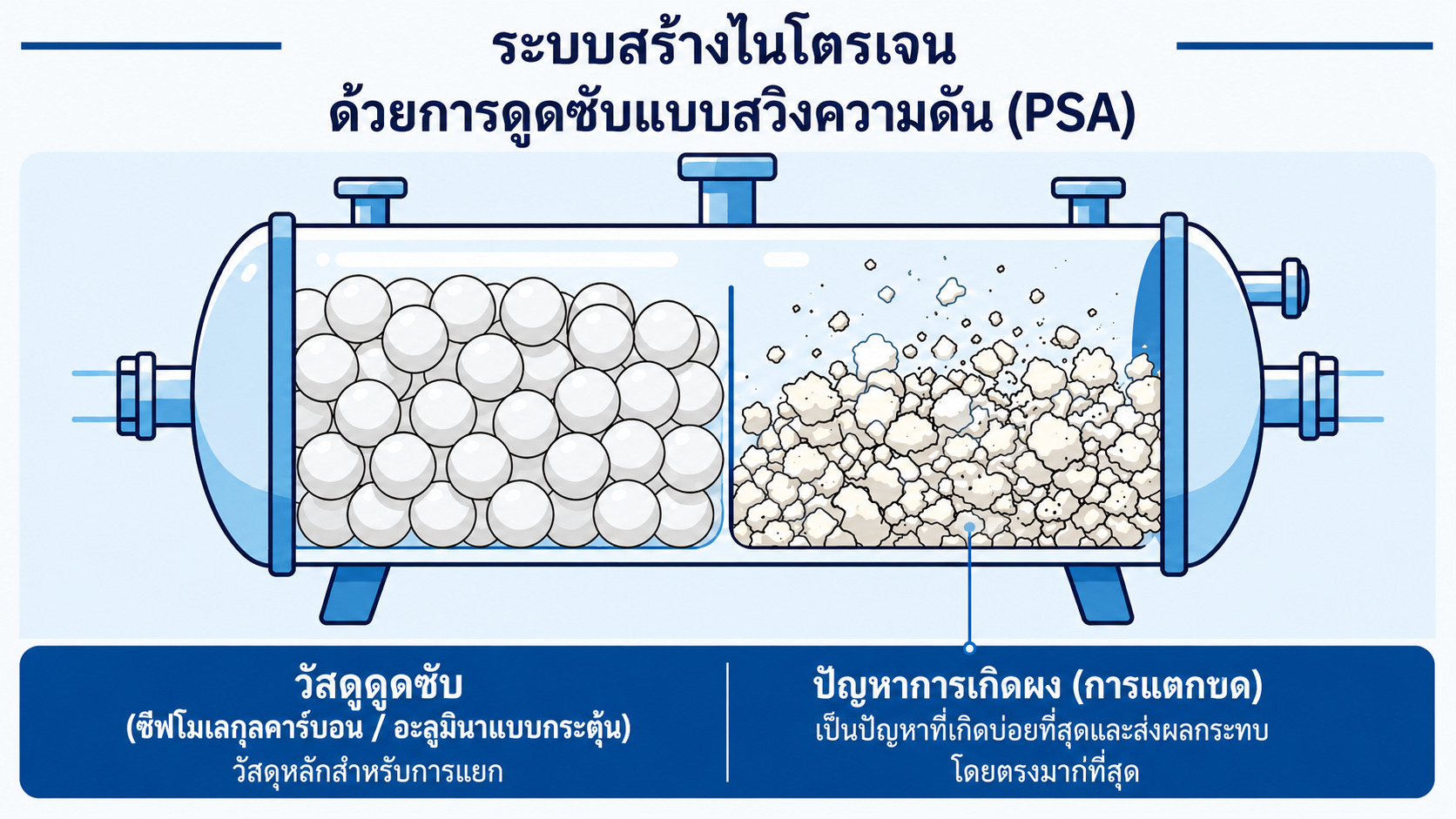
ตรวจสอบสารดูดความชื้น (Desiccant)
เช่น:
- Activated Alumina
- Molecular Sieve
หากพบอาการ:
- จับตัวเป็นก้อน (Caking)
- เป็นผงแตกละเอียด (Powdering)
- ปนเปื้อนน้ำมัน (Oil Contamination)
จะทำให้แรงต้านลมเพิ่มขึ้นอย่างมาก
สาเหตุในโรงงานไทยที่พบบ่อย:
- น้ำมันจากคอมเพรสเซอร์หลุดรอด
- ความชื้นสูงเกินมาตรฐาน
- ระบบรีเจนเนอเรชัน (Regeneration) ไม่สมบูรณ์
➡️ วิธีแก้:
- เปลี่ยน Desiccant ทั้งหมด
- เติมตามชั้น (Layer Filling) ตามคู่มือ
- ตรวจสอบตะแกรงภายใน (Screen) หากเสียหายให้เปลี่ยนทันที
ตรวจสอบ Air Distributor
- หากแผ่นกระจายลมอุดตัน จะทำให้ลมไหลไม่สม่ำเสมอ
- ให้ถอดออกและเป่าทำความสะอาดด้วยลมอัด
ขั้นตอนที่ 4: ตรวจสอบวาล์วสลับ (Switching Valve) และท่อภายใน
วาล์วโซลินอยด์ (Solenoid Valve) หรือวาล์วลม อาจเป็นสาเหตุได้
ตรวจสอบว่า:
- เปิด-ปิดลื่นหรือไม่
- มีการรั่ว (Leakage) หรือไม่
- มีเสียงผิดปกติหรือไม่
หากพบปัญหา:
- ถอดล้างแกนวาล์ว
- เปลี่ยนซีล (Seal) ที่สึกหรอ
ท่อภายในที่มีคราบน้ำมันหรือฝุ่น:
- เป่าด้วยลมอัดย้อนกลับ (Back Blowing)
- ใช้น้ำยาทำความสะอาดที่ไม่กัดกร่อนวัสดุท่อ
ขั้นตอนที่ 5: ตรวจสอบท่อทางออกและแรงต้านปลายทาง
แม้ปัญหาจะอยู่ปลายระบบ ก็สามารถทำให้ Pressure Drop สูงขึ้นได้
ตรวจสอบ Silencer (ตัวลดเสียงไอเสีย)
- หากอุดตัน จะทำให้ลม regeneration ระบายไม่ออก
- ส่งผลให้การทำงานของถังดูดซับผิดปกติ
➡️ ควรถอดออกและเป่าทำความสะอาดทุก 6 เดือน
หรือเปลี่ยนใหม่หากอุดตันหนัก
ตรวจสอบระบบปลายทาง (Downstream)
เช่น:
- Air Receiver
- Filter ปลายทาง
- ท่อส่งลม
หากแรงดันตกคร่อม > 0.03 MPa
➡️ แสดงว่ามีแรงต้านสูง ควรทำความสะอาดหรือเปลี่ยนไส้กรอง
ขั้นตอนที่ 6: การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance)
เพื่อป้องกันปัญหาในระยะยาว:
- เปลี่ยนไส้กรองลมอัดอย่างสม่ำเสมอ
- ควบคุมคุณภาพลมเข้า:
- อุณหภูมิ ≤ 45°C
- น้ำมัน ≤ 0.01 mg/m³
- ตรวจสอบระบบ Regeneration ให้สมบูรณ์
- ทำความสะอาดถังดูดซับทุก 1–2 ปี
ในอุตสาหกรรมไทย เช่น:
- อิเล็กทรอนิกส์ (Electronics Manufacturing)
- ยานยนต์ (Automotive Industry)
- อาหารและเครื่องดื่ม (Food & Beverage)
- ปิโตรเคมี (Petrochemical)
- ประมงและอาหารทะเล (Seafood Processing)
การบำรุงรักษาที่ดีจะช่วยลด Downtime ได้อย่างมาก
สรุป
การแก้ปัญหา ความดันตกคร่อมสูง (High Pressure Drop) ใน เครื่องอบแห้งลมอัดแบบดูดซับ (Adsorption Dryer) ควรดำเนินการแบบเป็นขั้นตอน:
- ตรวจวัดค่าให้ถูกต้อง
- ตรวจสอบระบบภายนอก
- ตรวจภายในถังดูดซับ
- ตรวจวาล์วและท่อ
- ตรวจปลายทาง
- ทำ Preventive Maintenance
หากตรวจสอบครบแล้วแต่ปัญหายังไม่หาย อาจเกิดจาก:
- การเลือกขนาดเครื่องไม่เหมาะสม (Undersized System)
- หรือการออกแบบระบบลมอัดไม่เหมาะสม
➡️ ในกรณีนี้ควรปรึกษาผู้ผลิตเพื่อปรับปรุงระบบหรือเปลี่ยนรุ่นเครื่องให้เหมาะสมกับโหลดการใช้งานจริง