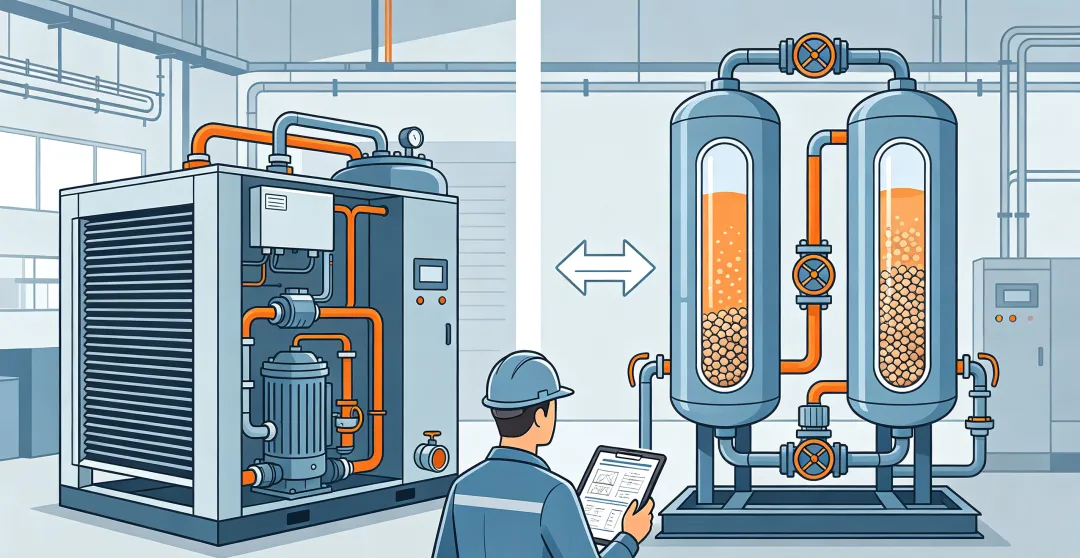
ในระบบผลิตก๊าซไนโตรเจนแบบ PSA (PSA Nitrogen Generator) สารดูดซับ (Adsorbent) ซึ่งได้แก่ ตะแกรงโมเลกุลคาร์บอน (Carbon Molecular Sieve: CMS) และ อะลูมินาแอคทีฟ (Activated Alumina) ทำหน้าที่เป็นตัวกลางหลักในการแยกก๊าซ
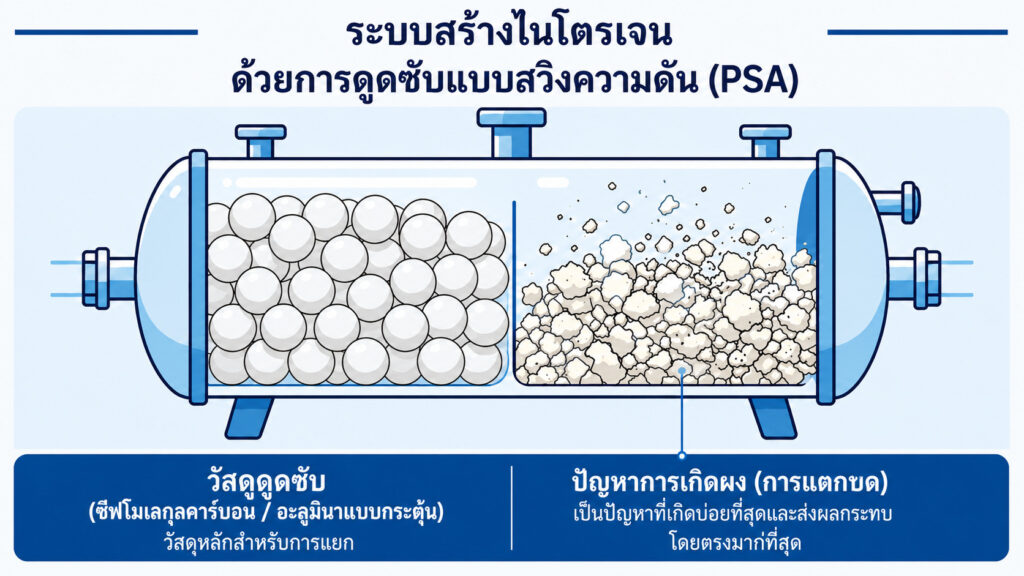
การเกิดผงของสารดูดซับ (Adsorbent Powdering) ถือเป็นหนึ่งในปัญหาที่พบได้บ่อยที่สุดและส่งผลกระทบรุนแรงที่สุดในภาคสนาม
ในกรณีที่ไม่รุนแรง จะทำให้ความบริสุทธิ์ของไนโตรเจนลดลงและกำลังการผลิตลดลง ส่วนในกรณีรุนแรง ฝุ่นผงจากสารดูดซับอาจอุดตันระบบท่อ ทำให้วาล์วขัดข้อง สร้างความเสียหายต่อเครื่องมือวัดด้านปลายทาง และอาจจำเป็นต้องเปลี่ยนสารดูดซับทั้งถัง
วิธีตรวจสอบการเกิดผงของสารดูดซับอย่างรวดเร็ว
ก่อนเปิดถังดูดซับ (Adsorption Vessel) วิศวกรหรือช่างเทคนิคสามารถสังเกตอาการได้จากสัญญาณต่อไปนี้

1. มีฝุ่นที่ทางออกก๊าซไนโตรเจน (Nitrogen Outlet)
- พบผงสีดำหรือสีขาวที่ทางออกไนโตรเจน
- มีฝุ่นสะสมภายในตัวลดเสียง (Silencer) หรือชุดกรอง (Filter Housing)
- ในกรณีรุนแรง อาจมีฝุ่นพ่นออกมาอย่างต่อเนื่องระหว่างการทำงาน
2. ประสิทธิภาพระบบลดลงอย่างชัดเจน
- ความบริสุทธิ์ของไนโตรเจนต่ำกว่าค่าที่กำหนดอย่างต่อเนื่อง
- ระยะเวลาการเพิ่มแรงดันนานกว่าปกติ
- ปริมาณการใช้ลมอัด (Compressed Air) เพิ่มขึ้น
- การปรับพารามิเตอร์การทำงานแทบไม่ช่วยแก้ปัญหา
3. เสียงและการสั่นสะเทือนผิดปกติ
- ได้ยินเสียงกระแทกหรือเสียดสีภายในถังดูดซับ
- การสั่นสะเทือนของเครื่องเพิ่มขึ้นอย่างเห็นได้ชัด
- วาล์วนิวเมติก (Pneumatic Valve) มีเสียงทำงานผิดปกติ
หากพบอาการอย่างน้อย 2 ข้อพร้อมกัน มีความเป็นไปได้สูงว่าสารดูดซับกำลังเกิดการแตกตัวเป็นผง และควรเริ่มกระบวนการตรวจสอบอย่างเป็นระบบทันที

ขั้นตอนการวิเคราะห์ปัญหา 5 ขั้นตอน
การตรวจสอบอย่างเป็นลำดับช่วยให้สามารถค้นหาสาเหตุที่แท้จริงได้อย่างรวดเร็ว พร้อมลดระยะเวลาหยุดเครื่อง
ขั้นตอนที่ 1: ตรวจสอบคุณภาพลมอัด (Compressed Air Supply)
สาเหตุที่พบบ่อยที่สุด
สิ่งแรกที่ต้องตรวจสอบคือ ลมอัดมีความชื้น น้ำมัน หรือฝุ่นละอองมากเกินไปหรือไม่
- ความชื้นทำให้สารดูดซับดูดซึมน้ำ บวมตัว และสูญเสียความแข็งแรงทางกล
- น้ำมันทำให้พื้นผิวสารดูดซับเกิดการปนเปื้อน จับตัวเป็นก้อน และเร่งการเกิดผง
- อนุภาคของแข็งจะกัดกร่อนชั้นสารดูดซับอย่างต่อเนื่อง
รายการตรวจสอบ
- ตรวจสอบค่า Differential Pressure ของเครื่องทำลมแห้งแบบทำความเย็น (Refrigerated Air Dryer)
- ตรวจสอบชุดกรองทุกขั้นตอน ได้แก่ Pre-Filter, Precision Filter และ Activated Carbon Filter
- เปลี่ยนไส้กรองที่อุดตันหรือเสียหาย
- ระบายน้ำคอนเดนเสทจากถังลมและระบบท่อ
- ตรวจสอบว่า Refrigerated Air Dryer ทำงานได้ตามปกติ
สรุป
หากคุณภาพลมอัดไม่ดี ปัญหาสารดูดซับแตกตัวเป็นผงจะเกิดขึ้นซ้ำอีก ไม่ว่าจะเปลี่ยนสารดูดซับกี่ครั้งก็ตาม ดังนั้นต้องแก้ไขระบบปรับสภาพลมอัดก่อนเป็นอันดับแรก
ขั้นตอนที่ 2: ตรวจสอบการอัดแน่นของชั้นสารดูดซับ (Bed Compression)
หากชั้นสารดูดซับถูกอัดแน่นไม่เพียงพอ เม็ดสารดูดซับจะเคลื่อนที่ได้อย่างอิสระในช่วงการ Equalization และ Switching Cycle
การชนกันของเม็ดสารดูดซับอย่างต่อเนื่องจะเร่งให้เกิดการแตกตัวเป็นผง
รายการตรวจสอบ
- หยุดระบบและระบายแรงดันออกทั้งหมด
- เปิดช่องตรวจสอบและเช็กว่ามีการยุบตัวของสารดูดซับหรือเกิดช่องว่างหรือไม่
- ตรวจสอบอุปกรณ์กดอัดแบบสปริงหรือแบบนิวเมติก
- ตรวจสอบตะแกรงรองรับด้านบนและด้านล่าง รวมถึงแผ่นเจาะรู (Perforated Plate) ว่ามีการเสียรูปหรือเคลื่อนตัวหรือไม่
สรุป
การสูญเสียแรงกดของชั้นสารดูดซับเป็นหนึ่งในสาเหตุหลักของการเกิดฝุ่น และมักเกิดหลังการขนส่ง การสั่นสะเทือนเป็นเวลานาน หรือการบำรุงรักษาที่ไม่ถูกต้อง
ขั้นตอนที่ 3: ตรวจสอบระบบกระจายก๊าซ (Gas Distribution Components)
อุปกรณ์กระจายก๊าซหรือแผ่นรองรับที่เสียหายอาจทำให้เกิดกระแสลมความเร็วสูงเฉพาะจุด
ปรากฏการณ์นี้เรียกว่า
- Channeling Effect
- Tunneling Effect
ซึ่งสามารถทำลายเม็ดสารดูดซับได้อย่างรวดเร็ว
รายการตรวจสอบ
- ตรวจสอบแผ่นกระจายก๊าซ (Gas Distribution Plate)
- ตรวจสอบอุปกรณ์บังคับทิศทางการไหล
- ตรวจสอบตะแกรงรองรับด้านบนและด้านล่างว่ามีการอุดตันหรือเสียหายหรือไม่
- ตรวจสอบว่ามีเม็ดสารดูดซับรั่วผ่านตะแกรงที่เสียหายหรือไม่
สรุป
การสึกกร่อนเฉพาะจุดบ่งชี้ว่าการกระจายก๊าซไม่สม่ำเสมอ จำเป็นต้องซ่อมหรือเปลี่ยนชิ้นส่วนภายในก่อนเติมสารดูดซับใหม่
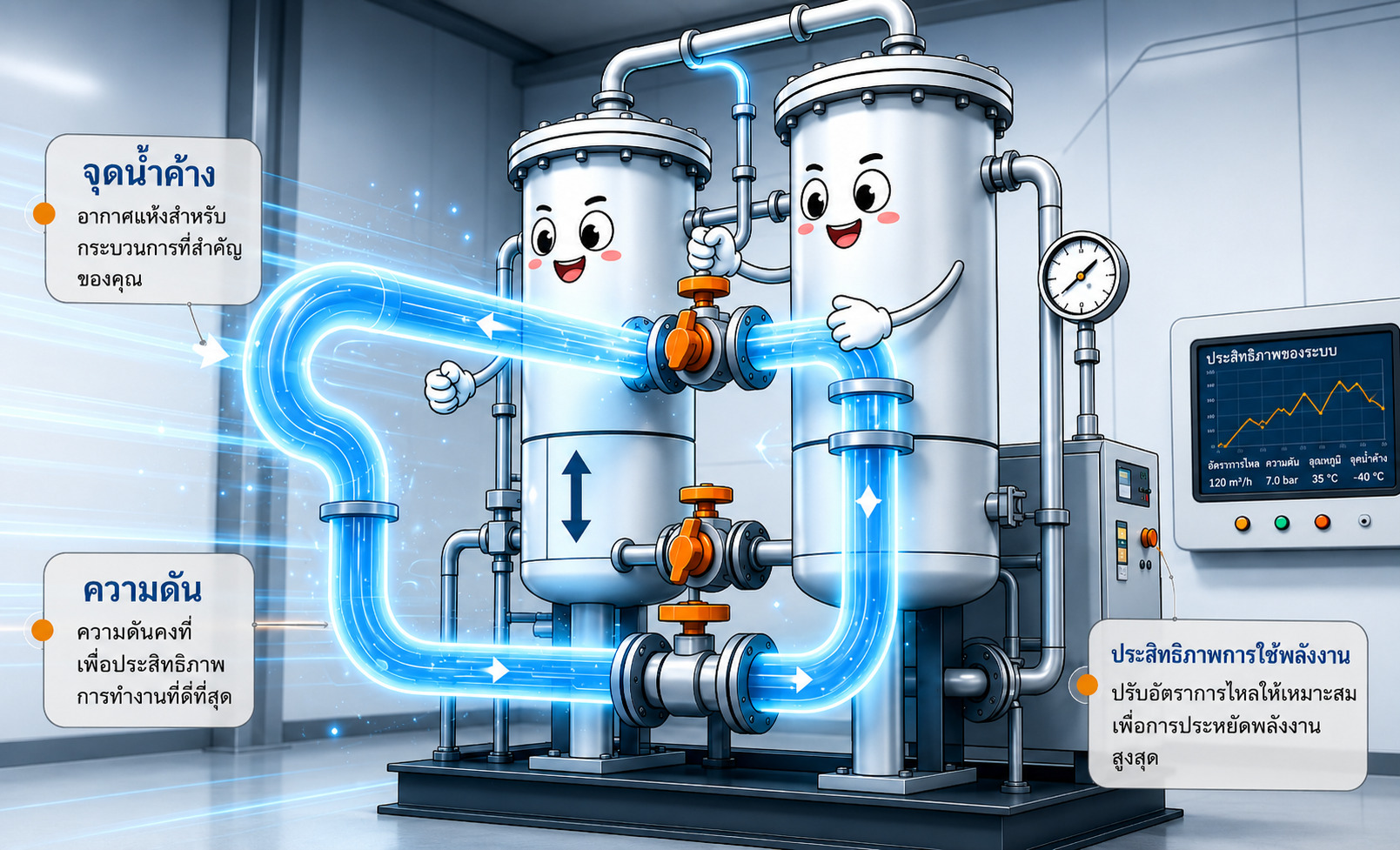
ขั้นตอนที่ 4: ตรวจสอบพารามิเตอร์การทำงานและวาล์ว
สภาวะการทำงานที่ไม่เหมาะสมอาจทำให้ชั้นสารดูดซับได้รับแรงกระแทกทางกลมากเกินไป
ตัวอย่างเช่น
- เวลา Equalization สั้นเกินไป
- Switching Cycle เร็วเกินไป
- ความผันผวนของแรงดันระหว่าง Adsorption และ Regeneration สูงเกินไป
รายการตรวจสอบ
ตรวจสอบค่า PLC
- Adsorption Pressure: 0.6–0.8 MPa
- Equalization Time: 3–5 วินาที
- Switching Cycle: 60–90 วินาที
นอกจากนี้ควร
- ตรวจสอบการทำงานพร้อมกันของ Pneumatic Valve
- ตรวจสอบการรั่วภายในระบบ
- วัดค่า Pressure Drop ของถังดูดซับ
ภายใต้สภาวะปกติ ค่า Differential Pressure ควรต่ำกว่า 0.02 MPa
สรุป
การตั้งค่าที่ไม่เหมาะสมมักทำให้เกิดการเสื่อมสภาพอย่างค่อยเป็นค่อยไป ในขณะที่วาล์วเสียหายอาจทำให้เกิดการแตกตัวเป็นผงอย่างรวดเร็วและรุนแรง
ขั้นตอนที่ 5: ประเมินคุณภาพและอายุการใช้งานของสารดูดซับ
สารดูดซับคุณภาพต่ำมักมีความแข็งแรงเชิงกลต่ำและแตกตัวเป็นผงได้ง่าย
แม้แต่สารดูดซับเกรดพรีเมียมก็สามารถเสื่อมสภาพได้จาก
- อายุการใช้งานที่ยาวนาน
- ความชื้น
- การ Regeneration ที่ไม่ถูกต้อง
- การปนเปื้อนของน้ำมัน
โดยทั่วไป Carbon Molecular Sieve (CMS) มีอายุการใช้งานประมาณ 5–8 ปี ภายใต้สภาวะการทำงานปกติ
รายการตรวจสอบ
เก็บตัวอย่างสารดูดซับเพื่อตรวจสอบ
สภาพปกติ
- ขนาดเม็ดสม่ำเสมอ
- สีและลักษณะสม่ำเสมอ
- มีฝุ่นน้อยมาก
สัญญาณความเสียหาย
- มีผงจำนวนมาก
- จับตัวเป็นก้อน
- มีคราบน้ำมัน
- มีการปนเปื้อนความชื้น
สรุป
หากเสื่อมสภาพเล็กน้อย อาจใช้การร่อนและเติมสารใหม่ได้ แต่หากเสียหายรุนแรง ควรเปลี่ยนสารดูดซับทั้งหมด
การแก้ไขปัญหาในหน้างาน (On-Site Corrective Actions)
เมื่อยืนยันแล้วว่ามีการเกิดผงของสารดูดซับ ควรดำเนินการดังนี้
1. หยุดระบบและระบายแรงดัน
- ตัดไฟฟ้า
- ระบายแรงดันทั้งหมด
- จัดให้มีการระบายอากาศ
- ห้ามเปิดถังขณะยังมีแรงดันอยู่
2. นำสารดูดซับที่เสียหายออก
- เทสารดูดซับออกทั้งหมด
- กำจัดฝุ่นสะสม
- ทำความสะอาดท่อ วาล์ว และตัวลดเสียง
3. ซ่อมแซมชิ้นส่วนภายใน
- เปลี่ยนตะแกรงรองรับที่เสียหาย
- ซ่อมหรือเปลี่ยนแผ่นกระจายก๊าซ
- ปรับแรงกดของระบบอัดแน่นให้ถูกต้อง
4. เติมสารดูดซับใหม่
- เติมเป็นชั้น ๆ
- อัดแน่นอย่างเหมาะสม
- หลีกเลี่ยงการเกิดช่องว่าง
- เว้นพื้นที่สำหรับการขยายตัวของชั้นสารดูดซับ
5. ปรับปรุงพารามิเตอร์การทำงาน
- ปรับลำดับ Equalization และ Switching
- ทดสอบเดินเครื่องที่แรงดันต่ำ 1–2 รอบ
- ตรวจสอบว่าไม่มีฝุ่นหรือเสียงผิดปกติ
6. ป้องกันอุปกรณ์ปลายทาง
- เปลี่ยนไส้กรองละเอียด
- ติดตั้ง Dust Filter หากจำเป็น
- ป้องกันเครื่องวิเคราะห์และ Flow Meter จากการปนเปื้อน
แนวทางป้องกันระยะยาว (Long-Term Prevention)
วิธีที่ดีที่สุดคือการป้องกันก่อนเกิดปัญหา

การบำรุงรักษาประจำวัน
- ระบายน้ำคอนเดนเสททุกกะ
- ตรวจสอบ Differential Pressure ของไส้กรองทุกสัปดาห์
- ตรวจสอบอุปกรณ์กดอัดชั้นสารดูดซับทุกเดือน
การบำรุงรักษาตามระยะ
- Regenerate สารดูดซับตามกำหนด
- ตรวจสอบตะแกรงรองรับและสภาพชั้นสารดูดซับทุกปี
แนวทางปฏิบัติในการเดินเครื่อง
- หลีกเลี่ยงการ Start/Stop บ่อยครั้ง
- ป้องกันการเปลี่ยนแปลงแรงดันอย่างรวดเร็ว
- ปฏิบัติตามขั้นตอนการหยุดเครื่องอย่างถูกต้อง
การจัดการอะไหล่
- ใช้สารดูดซับคุณภาพสูงที่ผ่านมาตรฐานเท่านั้น
- หลีกเลี่ยงผลิตภัณฑ์ราคาถูกที่ไม่ผ่านข้อกำหนดด้านความแข็งแรงเชิงกล
สรุป
การเกิดผงของสารดูดซับ (Adsorbent Powdering) ไม่ใช่ปัญหาเล็กน้อย แต่เป็นผลจากหลายปัจจัยร่วมกัน เช่น คุณภาพลมอัดไม่ดี การอัดแน่นของชั้นสารดูดซับไม่เพียงพอ ความเสียหายของชิ้นส่วนภายใน พารามิเตอร์การทำงานที่ไม่เหมาะสม และการเสื่อมสภาพของสารดูดซับ
การปฏิบัติตามขั้นตอนการวิเคราะห์ปัญหา 5 ขั้นตอนอย่างเป็นระบบ จะช่วยให้ผู้ปฏิบัติงานสามารถแก้ไขปัญหาได้อย่างรวดเร็ว ฟื้นฟูประสิทธิภาพของระบบ และเพิ่มความน่าเชื่อถือในการผลิตไนโตรเจนในระยะยาว
สำหรับระบบผลิตไนโตรเจน PSA (PSA Nitrogen Generator) การป้องกันการเกิดผงของสารดูดซับตั้งแต่ระยะเริ่มต้นเป็นสิ่งสำคัญอย่างยิ่งต่อการยืดอายุการใช้งานของอุปกรณ์ รักษาคุณภาพไนโตรเจน และรับประกันความปลอดภัยในการดำเนินงาน