ในการใช้งานระบบอัดอากาศในอุตสาหกรรม การรักษาให้อากาศแห้งและมีคุณภาพสูงเป็นสิ่งสำคัญอย่างยิ่ง — โดยเฉพาะสำหรับเครื่องอัดลมแบบแรงเหวี่ยงและเครื่องอัดลมสกรูแบบไร้น้ำมัน สำหรับการใช้งานเหล่านี้ เครื่องอบลมแบบดูดซับฟื้นฟูด้วยความร้อนจากการอัด (Compression Heat Regenerative Adsorption Dryer) มักถูกมองว่าเป็นทางเลือกที่ประหยัดพลังงานที่สุด โดยเฉพาะเมื่ออุณหภูมิอากาศขาเข้ามากกว่า 110 °C อย่างไรก็ตาม ยังมีความเข้าใจผิดหลายประการเกี่ยวกับประสิทธิภาพของเครื่องนี้ โดยเฉพาะเรื่อง ความเสถียรของจุดน้ำค้างภายใต้ความดัน (Pressure Dew Point)
ในการใช้งานระบบอัดอากาศในอุตสาหกรรม การรักษาให้อากาศแห้งและมีคุณภาพสูงเป็นสิ่งสำคัญอย่างยิ่ง — โดยเฉพาะสำหรับเครื่องอัดลมแบบแรงเหวี่ยงและเครื่องอัดลมสกรูแบบไร้น้ำมัน สำหรับการใช้งานเหล่านี้ เครื่องอบลมแบบดูดซับฟื้นฟูด้วยความร้อนจากการอัด (Compression Heat Regenerative Adsorption Dryer) มักถูกมองว่าเป็นทางเลือกที่ประหยัดพลังงานที่สุด โดยเฉพาะเมื่ออุณหภูมิอากาศขาเข้ามากกว่า 110 °C อย่างไรก็ตาม ยังมีความเข้าใจผิดหลายประการเกี่ยวกับประสิทธิภาพของเครื่องนี้ โดยเฉพาะเรื่อง ความเสถียรของจุดน้ำค้างภายใต้ความดัน (Pressure Dew Point)
บทความนี้จะอธิบายความเข้าใจผิดที่พบบ่อย เผยเงื่อนไขการทำงานจริง และให้คำแนะนำในการเลือกเครื่องอบลมที่เหมาะสมกับความต้องการของคุณ
ความเข้าใจเกี่ยวกับเครื่องอบลมแบบดูดซับฟื้นฟูด้วยความร้อนจากการอัด
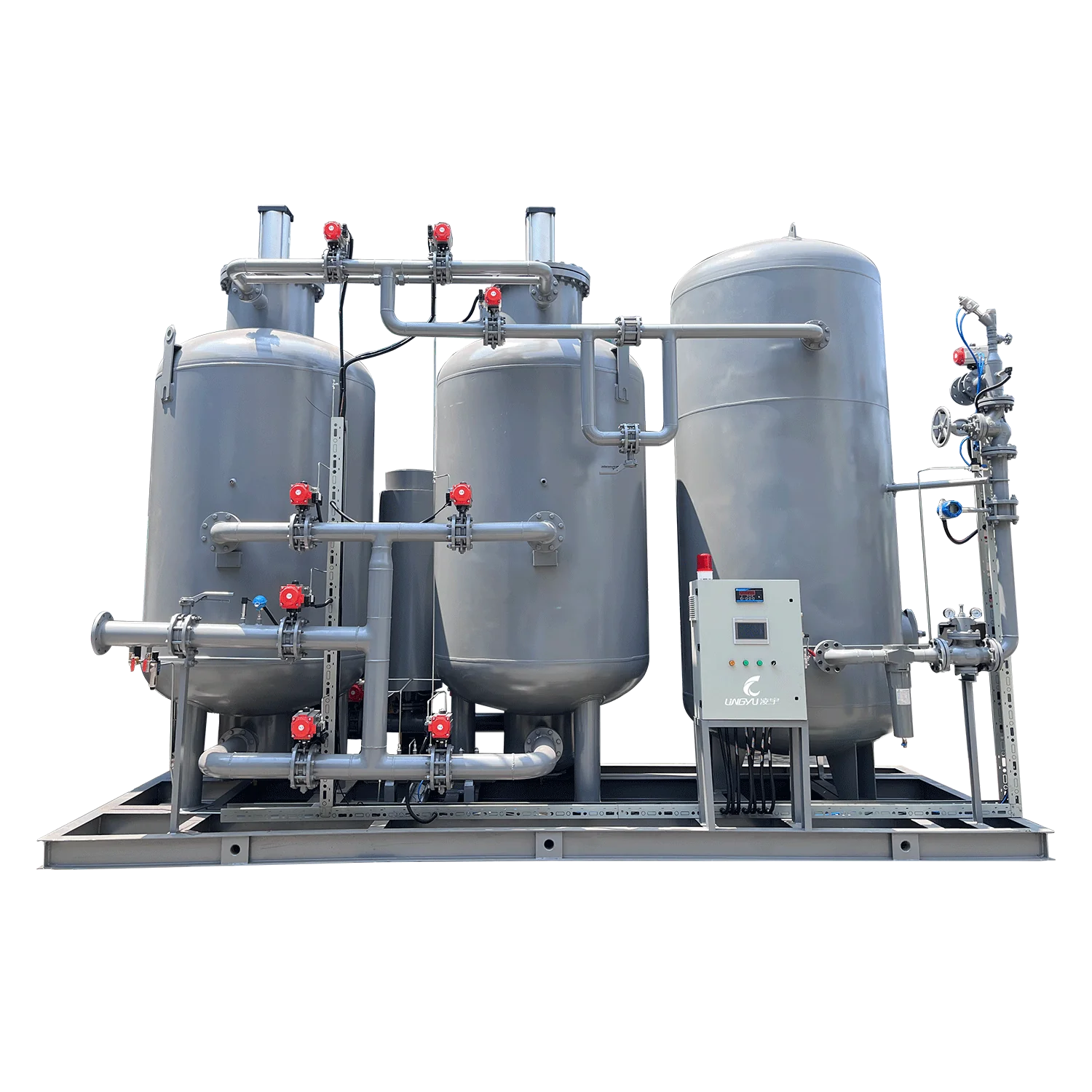
เครื่องอบลมชนิดนี้ใช้ความร้อนที่เกิดขึ้นในระหว่างกระบวนการอัดอากาศเพื่อ ฟื้นฟูสารดูดความชื้น (Desiccant) โดยไม่ต้องใช้ลม Purge เพิ่มเติม — มักถูกโปรโมตว่าเป็น “เครื่องอบแบบไม่สูญเสียลม” (Zero Purge Loss)
เครื่องนี้จะทำงานได้ดีที่สุดเมื่อ:
อุณหภูมิอากาศอัดขาเข้ามีค่าคงที่ มากกว่า 110 °C
การใช้งานสามารถยอมรับ จุดน้ำค้างประมาณ –20 °C ถึง –40 °C ได้ ขึ้นอยู่กับกระบวนการฟื้นฟู
ความเข้าใจผิดเกี่ยวกับจุดน้ำค้าง (Pressure Dew Point)
ความเข้าใจผิดที่ 1: เครื่องสามารถรักษาจุดน้ำค้าง –40 °C ได้ตลอดเวลา
ในความเป็นจริง ความสามารถในการรักษาจุดน้ำค้างที่ –40 °C อย่างสม่ำเสมอ ขึ้นอยู่กับอุณหภูมิขาเข้า อุณหภูมิน้ำหล่อเย็น และระบบควบคุมรอบการทำงาน (Cycle Control)
เมื่ออุณหภูมิอากาศขาเข้าต่ำกว่า 110 °C และระบบควบคุมเป็นแบบคงที่ จุดน้ำค้างมักจะไม่สามารถลดลงได้ต่ำกว่า –20 °C เพราะว่า:
การฟื้นฟูเกิดขึ้นที่ ความดันใกล้กับความดันไลน์ (ประมาณ 0.7 MPa)
หากอุณหภูมิของลมฟื้นฟูต่ำกว่า 170 °C ไอน้ำจะไม่ถูกขับออกหมด และจะควบแน่นกลับสู่สารดูดความชื้นอีกครั้ง
ความเข้าใจผิดที่ 2: รอบการทำงานที่ยาวกว่าจะดีกว่า
ผู้ผลิตบางรายอ้างว่า เครื่องอบลมของพวกเขาสามารถทำงานในรอบการดูดซับได้ยาวกว่า 4 ชั่วโมง โดยไม่ต้องใช้ความร้อนเสริม และยังคงสามารถได้จุดน้ำค้าง –40 °C
อย่างไรก็ตาม การทำงานในรอบที่ยาวเกินไปมักทำให้ มีความชื้นคงค้างในหออบ (Tower) เพราะความร้อนจากการฟื้นฟูไม่เพียงพอที่จะขับไล่ไอน้ำออกทั้งหมด โดยเฉพาะเมื่อ อุณหภูมิน้ำหล่อเย็นมากกว่า 30 °C
เหตุผลที่ประสิทธิภาพจริงอาจแตกต่างจากที่คาดหวัง
เครื่องอบลมชนิดนี้ทำงานตามหลักการ ฟื้นฟูภายใต้ความดันคงที่ (Isobaric Regeneration) ที่ความดันขาเข้าสูง ความดันบางส่วนของไอน้ำจะต่ำ ทำให้กระบวนการขับไล่ไอน้ำเริ่มต้นได้ดีขึ้น แต่หากความร้อนฟื้นฟูไม่เพียงพอ ไอน้ำบางส่วนจะควบแน่นกลับเป็นของเหลวในหออบ ซึ่งจะลดความสามารถในการดูดซับและประสิทธิภาพของจุดน้ำค้าง
การทำงานในสภาพจริง:
อากาศขาเข้า ≥120 °C + น้ำหล่อเย็น ≤30 °C → สามารถได้จุดน้ำค้างใกล้ –40 °C ด้วยรอบการทำงานประมาณ 2 ชั่วโมง
อากาศขาเข้า <110 °C → ประสิทธิภาพการกู้พลังงานลดลง จุดน้ำค้างสูงขึ้น และประสิทธิภาพของรอบลดลงอย่างมาก
แนวทางแก้ปัญหาที่ได้รับการพิสูจน์แล้ว
ผู้ผลิตอย่าง Zhongshan Lingyu ได้พัฒนาเทคโนโลยี ระบบควบคุมการสลับหอตามอุณหภูมิ (Temperature-Controlled Switching System) สำหรับเครื่องแบบสองหอ ซึ่งช่วยให้การฟื้นฟูมีประสิทธิภาพสูงสุดโดย:
ตรวจสอบอุณหภูมิของไอเสียระหว่างการฟื้นฟู
สลับหอทันทีเมื่อสารดูดความชื้นใกล้ถึงจุดอิ่มตัว
ใช้พลังงานจากอากาศอัดอย่างเต็มประสิทธิภาพสำหรับกระบวนการให้ความร้อนและการระบายความร้อน
ลดระยะเวลารอบการดูดซับเหลือประมาณ 2 ชั่วโมง ในสภาวะที่เหมาะสม
แนวทางนี้ช่วยให้สามารถรักษาจุดน้ำค้าง –40 °C ได้อย่างสม่ำเสมอ เมื่อเครื่องทำงานภายใต้เงื่อนไขที่ถูกต้อง
ข้อดีของเครื่องอบลมแบบดูดซับฟื้นฟูด้วยความร้อนจากการอัด
ไม่สูญเสียลมหรือสูญเสียน้อยมาก → ประหยัดพลังงาน
เหมาะสำหรับเครื่องอัดลมแบบไร้น้ำมันและแบบแรงเหวี่ยง
ลดต้นทุนการดำเนินงาน เมื่ออุณหภูมิขาเข้าสูง
เป็นมิตรต่อสิ่งแวดล้อม เนื่องจากมีการสูญเสียอากาศน้อย
ข้อจำกัดที่ควรพิจารณา
ต้องการ อุณหภูมิอากาศขาเข้าสูง เพื่อให้ได้การกู้พลังงานสูงสุด
ประสิทธิภาพจุดน้ำค้าง ลดลงเมื่ออุณหภูมิน้ำหล่อเย็นสูง
การทำงานในรอบคงที่นานโดยไม่มีความร้อนเสริม อาจทำให้มีความชื้นตกค้าง
ประสิทธิภาพลดลงเมื่อ อุณหภูมิของอากาศจากเครื่องอัดลมไม่คงที่
คำถามที่พบบ่อย (FAQ)
เครื่องนี้สามารถรักษาจุดน้ำค้าง –40 °C ได้ตลอดเวลาหรือไม่?
→ ไม่เสมอไป ต้องมีอุณหภูมิขาเข้ามากกว่า 120 °C น้ำหล่อเย็นต่ำกว่า 30 °C และระบบควบคุมรอบที่เหมาะสม
ดีกว่าเครื่องอบแบบไมโครฮีทหรือไม่?
→ ดีกว่าเฉพาะเมื่อเงื่อนไขการทำงานเหมาะสม หากอุณหภูมิขาเข้าลดลงมาก เครื่องไมโครฮีทหรือแบบสูญเสียน้อยอาจมีประสิทธิภาพมากกว่า
เหตุใดเวลารอบจึงมีความสำคัญ?
→ รอบที่สั้นช่วยป้องกันการอิ่มตัวของสารดูดความชื้นและทำให้จุดน้ำค้างเสถียรขึ้น รอบที่ยาวเกินไปโดยไม่มีความร้อนเสริมจะลดประสิทธิภาพลง
เครื่องนี้ช่วยประหยัดพลังงานจริงหรือไม่?
→ ช่วยจริงเมื่ออยู่ในเงื่อนไขที่เหมาะสม เพราะเครื่องใช้ความร้อนจากการอัดซ้ำ ลดการสูญเสียลม Purge
สามารถทำงานเมื่ออุณหภูมิอากาศขาเข้าเปลี่ยนแปลงได้หรือไม่?
→ ทำได้ แต่ความเสถียรของจุดน้ำค้างจะลดลงหากอุณหภูมิไม่คงที่
สรุป
เครื่องอบลมแบบดูดซับฟื้นฟูด้วยความร้อนจากการอัดเป็น โซลูชันที่มีประสิทธิภาพสูง หากใช้งานในเงื่อนไขที่ถูกต้อง การเข้าใจผิดเกี่ยวกับขีดจำกัดของเครื่องอาจนำไปสู่ ประสิทธิภาพจุดน้ำค้างที่ต่ำและการประหยัดพลังงานไม่เป็นไปตามคาด
เมื่อใช้อย่างเหมาะสม — ด้วยอุณหภูมิขาเข้าที่สูง การควบคุมการระบายความร้อนที่ดี และระบบควบคุมรอบที่เหมาะสม — เครื่องสามารถให้ จุดน้ำค้าง –40 °C อย่างคงที่ พร้อมทั้ง ประหยัดพลังงานได้จริง
สำหรับโรงงานอุตสาหกรรมที่ต้องการอากาศอัดที่แห้ง สะอาด และประหยัดต้นทุนการดำเนินงาน เครื่องอบลมแบบนี้ถือเป็นทางเลือกที่ยอดเยี่ยม — ตราบใดที่เลือกให้เหมาะกับสภาวะการทำงานจริง